- Requería validar la funcionalidad y características físicas de las mangueras y radiadores de diferentes modelos de automóviles.
- Buscaba reducir costos al realizar las pruebas de las mangueras y radiadores en su planta.
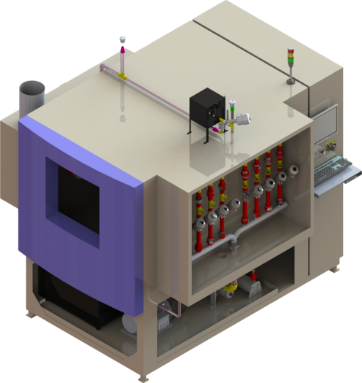
Objetivo
Diseñar e implementar un banco de pruebas dinámico, para validar el
correcto funcionamiento de mangueras y radiadores.
Características de la solución

Compuesto por un circuito cerrado de tuberías por las
cuales circula un fluido, a través de las mangueras o
radiadores.
Se varían parámetros de temperatura y presión, y se
evalúan las características físicas de los componentes.
Prueba hasta ocho números de parte de forma simultánea.
Cuenta con una interfaz gráfica para comandar las
pruebas y un sistema de monitoreo remoto, para obtener
alarmas en tiempo real.

Implementación de software National Instruments.
Programación de lazo cerrado para la generación
de perfiles de pruebas y control de temperatura.
Diseño mecánico para la instalación de tuberías y el posicionamiento de mangueras y radiadores.
Diseño e instalación de panel eléctrico.
Cálculo de parámetros eléctricos para el sistema de control de temperatura en la cámara, intercambiador de calor y sistema de control de alta potencia.
Implementación de sistema de monitoreo remoto para alarmas en tiempo real
Diseño del sistema neumático para el control de válvulas pilotadas y proporcionales.
Selección e implementación de bomba hidráulica.
Análisis y optimización del sistema de purga.
- Identificó un par de defectos de manufactura que afectaban la calidad del componente denominado eje, el primero, un exceso de material en un extremo de la pieza y el segundo, un defecto en el maquinado de la rosca.
- Previamente la identificación y corrección
de los defectos de las piezas se llevaba a cabo de forma manual.
Objetivo
Diseñar, desarrollar e Implementar un sistema automático para corregir los defectos del eje y validar la funcionalidad mecánica de la rosca.
Características de la solución
Rectifica uno de los extremos del eje para eliminar el exceso de material.
Verifica que el rectificado se haya hecho de forma satisfactoria.
Evalúa la funcionalidad de la rosca del eje.
Evalúa la calidad de la pieza para validarla o descartarla.
Valida hasta 15 números de parte con diferentes longitudes.
Tiene un tiempo ciclo de 12 segundos.
Cuenta con una interfaz gráfica que muestra la cantidad de piezas satisfactorias, defectuosas y el estatus general del equipo.
Garantiza la entrega de piezas sin errores al cliente final.
Implementación del control por medio de un PLC (Programmable LogicController).
Implementación de una interfaz gráfica para el operador del sistema.
Diseño y manufactura de mecanismo galopante para la manipulación de los componentes.
Diseño y manufactura de un sistema de sujeción para las diferentes etapas del proceso.
Implementación de desviador para las piezas que se encuentren fuera de los parámetros establecidos por el cliente.
Diseño e instalación de panel eléctrico.
Implementación de motor eléctrico para la inserción de una Tuerca “Go/No Go”.
Implementación de palpador y codificador rotatorio.
Implementación de actuadores neumáticos.
Implementación de aspiradora neumática.
- Contaba con procesos manuales para realizar las siguientes operaciones: medición de diámetros externos, rectificación del barreno interno y marcaje de código único en las manguetas, pero continuamente reportaban piezas defectuosas.
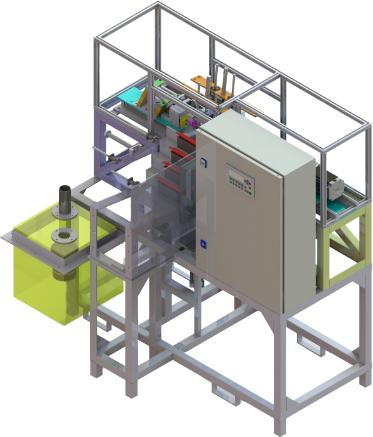
Objetivo
Diseñar, Desarrollar e Implementar un sistema automático para verificar la calidad de las características mecánicas y realizar el marcaje de las manguetas.
Características de la solución
ETAPAS DEL PROCESO
Orientación y verificación: Identifica que la
mangueta cuente con la geometría y los barrenos de
los procesos de manufactura previos.
Medición de diámetros externos: Mide y verifica
que cada pieza tenga la tolerancia indicada en
cada uno de los diámetros.
Remoción de material: Rectifica el barreno interno de la mangueta.
Marcaje: Realiza el marcaje del código único de cada
pieza por medio de un videojet.
SEGÚN LA ETAPA
Mejora el tiempo ciclo de la prueba un 120%.
Cuenta con una interfaz gráfica que muestra el
estado del equipo, los resultados de la prueba y la
cantidad de piezas satisfactorias y defectuosas.
Aumentó la precisión de las operaciones y redujo el
índice de piezas defectuosas entregadas a cliente.
Diseño e Implementación de panel eléctrico.
Implementación de cámara para detección de formas.
Instalación de videoJet.
Implementación de servomotores para posicionamiento.
Implementación de micrómetro digital.
Diseño, manufactura e implementación de banda de Indexado.
Diseño e implementación de bandas de entrada y salida.
Diseño y manufactura de dispositivos de sujeción para las diferentes etapas del proceso.
Implementación de algoritmos para la detección de formas y desplazamientos.
Análisis del muestreo obtenido en la medición de los diámetros de la pieza.
Implementación del control por medio de un PLC (Programmable Logic Controller).
Implementación de la red de comunicación por Profinet.
Implementación de actuadores horizontales, verticales y de rotación.
Implementación de “stoppers”.
- Contaba con un proceso manual para verificar la geometría y funcionalidad de la rosca interna en las manguetas, pero continuamente se reportaban piezas defectuosas.
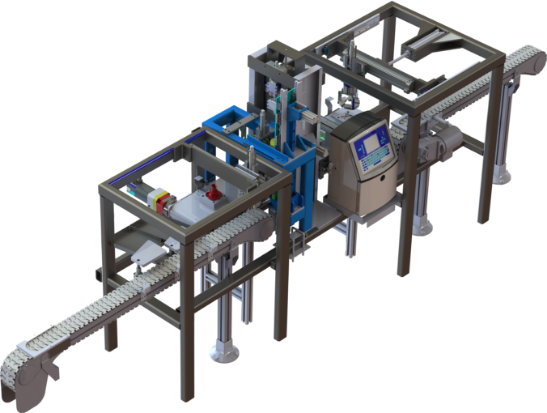
Objetivo
Diseñar, desarrollar e Implementar una estación automática para medir y verificar la funcionalidad de la rosca interna en las manguetas.
Características de la solución
Medir el porcentaje de material existente en cada
hilo de la rosca con respecto al valle y la cresta.
Identificar virutas, hilos, cuerdas dañadas y
chaflanes faltantes.
Tiene la capacidad de variar la tolerancia de medición.
Mejora el tiempo ciclo de la operación un 140%.
Cuenta con una interfaz gráfica que muestra el
estado del equipo y los resultados de las
mediciones.
Aumentó la precisión de la medición y redujo el índice de piezas defectuosas entregadas a cliente.
Diseño e implementación de panel eléctrico.
Implementación de sensor para la inspección de rosca interna.
Implementación de servomotores para posicionamiento.
Diseño, manufactura e implementación de banda de Indexado.
Diseño e implementación de posicionador de banda de indexado a estación de inspección.
Diseño y manufactura de dispositivos de sujeción y limpieza de rosca.
Análisis del muestreo obtenido en la medición de la rosca interna.
Implementación del control por medio de un PLC (Programmable Logic Controller) y un FPGA (Field Programmable Gate Array).
Implementación de la red de comunicación por Profinet.
Implementación de actuadores horizontales, verticales y de rotación.
Implementación de “stoppers”.
- Contaba con una línea de ensamble de bombas hidráulicas conformada por estaciones de trabajo manuales.
- Identificaba fallas en el ensamble de las bombas hidráulicas, provocadas por errores de los operadores,
- Los nuevos operadores presentaban dificultades al ensamblar las bombas hidráulicas sin una ayuda visual.
Objetivo
Diseñar, desarrollar e implementar estaciones de trabajo semi-
automáticas, para ensamblar y verificar la funcionalidad de bombas
hidráulicas.
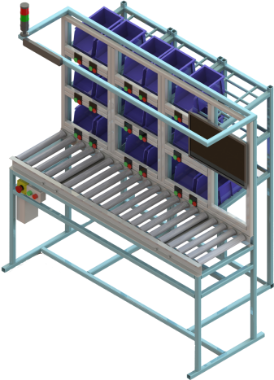
Características de la solución
Cuenta con dispositivos “Pick To Light”, conformados
por un sensor de presencia y dos indicadores visuales
colocados en cada uno de los contenedores que
indican la correcta secuencia de ensamble.
Cuenta con una pantalla que muestra la correcta
secuencia de ensamble imágenes de cada uno de los
componentes de las bombas hidráulicas, como ayuda
visual de los operadores.
Mide el tiempo de ensamble por operador y cuenta los
errores más comunes para mejorar las secuencias de
ensamble y balancear las líneas de producción.
La información recabada a lo largo del proceso, se envía a un sistema de software ERP ( Enterprise Resource Planning)
La estación semi-automática aumentó la productividad de los operadores y redujo el número de ensambles incorrectos.
Implementación de dispositivos “Pick-to-light”.
Implementación de sensores de presencia al inicio y fin de la estación de trabajo para evaluar el tiempo de ensamble.
Instalación de sensores (voltaje, corriente, presión y flujo).
Diseño y manufactura de las estaciones de trabajo semi-automáticas.
Sistema para el desplazamiento de conexiones rápidas a la bomba hidráulica.
Control del flujo para el Recirculamiento del líquido a través de las tuberías y mangueras.
Intercambio de datos con un sistema de software ERP (Enterprise Resource Planning) para el análisis y toma de decisiones.
Programación de las rutinas con el uso de un microprocesador.
- Contaba con un proceso artesanal para rellenar tubos de papel con diferentes materiales.
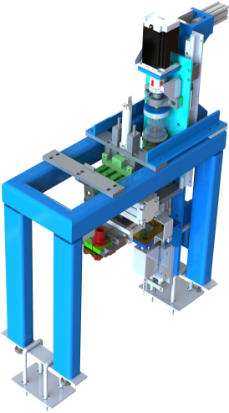
Objetivo
Diseñar, desarrollar e Implementar un sistema automático para rellenar tubos de papel, buscando aumentar la producción y reducir la cantidad de unidades defectuosas.
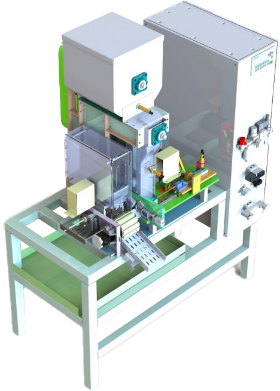
Características de la solución
Se migró de un proceso artesanal a un proceso
automático.
Rellena tubos de papel con materiales de diferentes
densidades.
Tiene un tiempo ciclo de 7.50 a 3.73 s.
Rellena tubos de papel con longitudes de 85 a 100 mm.
Mejora el tiempo ciclo un 200%.
Cuenta con una interfaz gráfica que muestra el estatus general del equipo.
Instalación de motores a pasos y solenoides.
Implementación de sensores inductivos y capacitivos.
Implementación de sensor infrarrojo, sensor láser y codificador rotatorio.
Diseño y manufactura del almacén, sistema dosificador y pre-compactador.
Fabricación del formador del cilindro.
Diseño y manufactura de posicionador tipo revolver.
Implementación del control por medio de un PLC (Programmable Logic Controller).
Implementación de una interfaz gráfica para el operador del sistema.
Implementación de mesa neumática.
Implementación de pistones neumáticos.
Cálculo del gasto neumático para la selección del compresor.
- Contaba con un banco de pruebas que evaluaba el funcionamiento de los sensores ABS (Anti-lock Braking System) e identificó una vulnerabilidad a ataques cibernéticos atribuida al S.O. de Windows con conexión a internet.
Objetivo
Rediseñar un Banco de Pruebas para sensores ABS, que cuente con un software actualizado, sin conexión a internet y comunicación con otros dispositivos por medio de la red industrial Profinet.
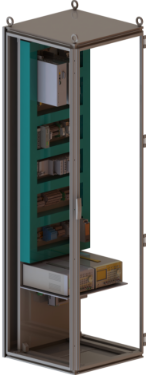
Características de la solución
Se actualizaron los dispositivos de adquisición de
datos.
Se mitigaron interferencias de origen eléctrico y se
identificaron fallas mecánicas.
Cuenta con una interfaz gráfica que muestra la cantidad de piezas satisfactorias, defectuosas y el estatus general del equipo.
Aumentó la eficiencia del proceso y garantizó la
entrega de componentes sin errores al cliente final.
Diseño e instalación de panel eléctrico.
Análisis térmico del panel eléctrico.
Cálculo de las cargas eléctricas del sistema de potencia.
Configuración e instalación de servomotores.
Programación de pruebas con base al PDM (Product Data Management)del cliente.
Implementación de un sistema de adquisición de datos en tiempo real.
Implementación del control por medio de un PLC (Programmable Logic Controller).
Envío de resultados a una base de datos.
Implementación de la red Profinet entre los dispositivos CompactRIO, HMI (Human-Machine Interface) y PLC.